Заваряване на различни видове стомани, като легирани, аустенитни и топлоустойчиви
За да се даде на метала определени физически и механични свойства и да се промени структурата му, се извършва метално допиране.
Съдържание
- Технология на заваряване на нисколегирани стомани
- Потопяема заваряване на нисколегирани стомани
- Газова заварка
- Многослойна и електромагма
- Технология на заваряване на високолегирани метали
- Заваряване на аустенитни стомани
- Характеристики на различни методи за заваряване на високо легирани стомани
- Заваряване на топлоустойчиви стомани
- - ниско сплав (съдържанието на елемента на легиране е по-малко от 5);
- - среднолегирани (5-10);
- - с висока степен на сплав (повече от 10).
Съответно, заваряването на легирани стомани се извършва, като се вземе предвид техният състав.
Технология на заваряване на нисколегирани стомани
Основните критерии Заваряемост на нисколегирани стомани е съпротивлението на заварените стави до крехки фрактури и студени пукнатини. Обикновено тези метали съдържат ограничено количество С, Ni, Si, S и P, така че тяхното заваряване изисква спазването на специални режими и използването на пълнители, които предотвратяват появата на пукнатини.
В зависимост от максималната и минималната скорост на охлаждане на заваръчния метал се определят необходимата температура на подгряване и обхватът на режимите на заваряване. Помислете за максималната скорост на охлаждане на нисколегираните метали, за да предотвратите образуването на студени пукнатини в близката заваръчна зона.
при ръчна електродъгова заварка ниско легирани стомани се използват електроди с ниско съдържание на водород-калций покритие. Електроди от тип Е 70, съответстващи на GOST 9467-75, са най-широко използвани.
Заваряването трябва да се извършва с постоянен ток с обратна полярност. В този случай е необходимо да се уверите, че металът, депозиран от електродите, отговаря на следния химичен състав (в проценти):
- - Ni - 1,3 ... 1,8;
- - Мо - 0.2 ... 0.4;
- - Cr - 0.6 ... 1.0;
- - Mn - 0.8 ... 1.2;
- - S - до 0,03;
- - Si - 0.2 ... 0.4;
- - Р - до 0,03;
- - С - до 0,10.
Заваръчният ток се избира в съответствие с диаметъра и марката на електрода. Необходимо е също така да се вземе предвид местоположението на шева в пространството, дебелината на заварения метал и вида на връзката. Заваряването на технологичните секции трябва да се извършва без прекъсвания и температурата на заварената връзка не трябва да пада под температурата на подгряване. Освен това, неговото загряване не трябва да надвишава 200 градуса преди да извърши следващия пропуск.
Потопяема заваряване на нисколегирани стомани
Технологията на този метод на заваряване предполага използването на постоянен ток на обратна полярност. Също така е необходимо да се спазват следните условия:
- - максималната сила на тока не трябва да надвишава 800 A;
- - максимално напрежение на дъгата - не повече от 40 V;
- - скорост на заваряване - 13-30 m / h.
При свързването на нисколегирани метали с дебелина до 8 мм се използва еднопосочно еднопосочно заваряване, което се извършва на поточна облицовка или на останалата стоманена обшивка.
За шевовете на такива стомани, заварени под поток, е характерно високото ниво на устойчивост на корозия в морската вода, което се постига благодарение на активното участие в процеса на основния метал, както и на високото съдържание на легиращи елементи.

Газова заварка
При заваряване на нисколегирани метали с газово заваряване е целесъобразно да се има предвид, че се характеризира с повишено изгаряне на следи от примеси и нагряване на заварени ръбове, както и с намалена устойчивост на корозия. В резултат получените заварки са с по-ниско качество от другите методи за заваряване на легирани стомани.
Следователно, за да се подобрят механичните свойства на шева, препоръчително е да се приложат ковашките при температура 800-850 градуса, след което се извършва нормализация.
Като пълнител за ниско легирана газ Заваръчна тел марка стомана прилага St-08, St-08A, MW-10G2, отговорен за шевовете - и St-St-18HMA и 18HGS.
В същото време един от ефективните начини за комбиниране на нисколегирани стомани е да се заваряват в въглероден двуокис при едновременно прилагане тръбопровод.
Многослойна и електромагма
За висококачествено свързване на дебели нисколегирани метали често се използва многослойно заваряване, което се извършва с малки интервали от време между слоевете. Ако е необходимо да се свържат ръбове с различна дебелина, изборът на заваръчен ток се избира на ръба на по-голяма дебелина. Съответно, по-голямата част от дъговата зона трябва да бъде насочена към този ръб.
Тогава металът се загрява до 650-680 градуса, което прави възможно да се увеличи твърдостта на заваръчната и цялата заваръчна зона. Времето за съхранение при тази температура се изчислява въз основа на дебелината на легираната стомана (за всеки 25 мм отнема 1 час), след което металът се охлажда във въздух или гореща вода.
Електромагнитното заваряване се използва за производството на обемисти изделия от легирани метали. В този случай дебелината на стоманата може да бъде 30-160 mm. Връзката се осъществява с помощта на поток AN-8 и жици Sv-10G2 и Sv-08GS.
Предимството на този метод е възможността да се откаже допълнителна топлинна обработка на готови конструкции. Заваряването се извършва с по-бърз начин на захранване на заваръчния проводник, а скоростта на напречните движения на електрода също се увеличава. Това увеличава времето за задържане на плъзгачите.
Технология на заваряване на високолегирани метали
В зависимост от състава на легиращите, изолирани, топлоустойчиви, топлоустойчиви и устойчиви на корозия стомани. Основните легиращи елементи са хром (най-малко 16) и никел (не по-малко от 7), но структурата също засяга austenizatorov съдържание (С, В, Co, Cu) и други елементи-ferritizatorov (Si, Al, W, Mo, Ti, V).
Стоманата се счита за топлоустойчива, ако е в състояние да издържи натоварването по време на отопление за дълго време. За тази цел молибденът се лежи в състава му (до 7). Топлоустойчивата стомана ефективно е устойчива на химическо разрушаване в газови среди, където температурата достига 1100-1150 градуса.
От гледна точка на тези характеристики, заварените фуги във всеки случай имат свои собствени изисквания.
Заваряване на аустенитни стомани
Основната функция заваряване на аустенитни легирани стомани се крие във факта, че те са склонни да образуват горещи пукнатини в шева и зоната на заваряване. Освен това, поради големите коефициенти на линейно разширение и свиване, настъпва пластична деформация на метала, което може да доведе до втвърдяване на първите слоеве от метал и зоната на заваряване, т.нар. "Твърд" слой. феномен на самоувереност. Затова по време на заваряването се избират режими на топлинна обработка, които осигуряват отстраняването на самозалепващото се, както и хомогенизирането на структурата на заварената става.
При свързване на данните от легирани стомани, металът трябва да бъде защитен от разплискване на метала и шлаката, в противен случай те увреждат повърхността, което води до отслабване на структурата и появата на корозия. За тази цел зоната на заваряване е покрита със специална защитна обвивка (лак с органо-силиций или земята VL-02, VL-023).
Характеристики на различни методи за заваряване на високо легирани стомани
Аргозаваряването на тези легирани стомани най-често включва използването на електроди с флуорокалциново покритие, което осигурява образуването на шев с оптимален химичен състав. Този тип електроди изисква използването на ток с обратна полярност. За да се намали вероятността от образуване на пукнатини, технологията за заваряване изисква внимателно изпичане на електродите.
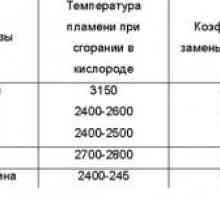
Високолегираните стомани са обект на значителна интеркристална корозия, така че не се препоръчва газова връзка. Изключение са топлоустойчивите и топлоустойчиви версии с дебелина 1-2 мм. В този случай заваряването на легирани метали се извършва с нормален пламък с мощност от 70-75 л / ч на 1 мм дебелина. Трябва да се има предвид, че в заварените стави може да се появи значителна повреда.
За свързване на високо легирани стомани с дебелина 3 - 50 мм се счита за най-добрата възможност за използване на заварка с дъгова заварка, тъй като осигурява висока стабилност на свойствата и състав на метала по цялата дължина на фугата. Това свойство се постига поради липсата на чести клъстери, които обикновено се образуват при смяна на електродите, както и чрез равномерно топене на електрода.
В допълнение, заваряването на стомани под потока намалява сложността на подготвителната работа, тъй като рязането на ръбовете се извършва върху метал с дебелина над 12 mm.
Технологията и начините за свързване на високо легирани стомани в сравнение със заваръчните нисколегирани стомани имат редица допълнителни характеристики. За да се предотврати прегряването на метала или, съответно, да се разшири структурата и да се допусне образуването на пукнатини, заваряването се извършва с шевове с малка секция. Поради това се използват заваръчни проводници с диаметър 2-3 mm и поради високото електрическо съпротивление на аустенитните стомани изходът на електрода се намалява с коефициент 1,5-2.
Заваряване на топлоустойчиви стомани
За този вид легирани стомани, дъгова заварка се използва главно с волфрамов електрод, който преминава през защитен газ (аргон или хелий). Също така широко използвани механизирани аргон-дъгова заварка не-консумирани и топилни електроди и автоматично заваръчно дъгова заварка.
В сравнение със заваряването в хелиезащитна среда, заваряването в аргонова среда се характеризира с по-нисък дебит на газ, по-ниско напрежение на дъгата и по-голям заваръчен ток.
Технологията за заваряване на легирани високотемпературни стомани изисква тяхното свързване в състояние след охлаждане. За да направите това, металът се загрява до температура 1050-1100 градуса, след което се охлажда рязко.
Може да се използва и плазмено заваряване, което се различава от ниската консумация на екраниращ газ и възможността за произвеждане на плазмени струи с различни напречни сечения. Този метод е подходящ както за тънкослойни материали, така и за метали с дебелина до 12 мм.
 Предимства и недостатъци на технологията за заваряване с газ с ацетилен
Предимства и недостатъци на технологията за заваряване с газ с ацетилен Методи и техники за чугунено заваряване, използвани при заваряване на чугун
Методи и техники за чугунено заваряване, използвани при заваряване на чугун Видове мед заваряване и естествени характеристики на метала
Видове мед заваряване и естествени характеристики на метала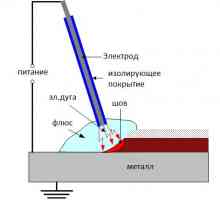 Автоматично дъгова заварка, нейните характеристики
Автоматично дъгова заварка, нейните характеристики Заваряване на въглеродни стомани проблеми, решения и материали
Заваряване на въглеродни стомани проблеми, решения и материали Аргоновото заваряване е ефективно свързване на всякакви метали
Аргоновото заваряване е ефективно свързване на всякакви метали Температурата на заваряване за различните видове свързване на частите
Температурата на заваряване за различните видове свързване на частите Електронно-лъчева заваръчна същност, видове, предимства
Електронно-лъчева заваръчна същност, видове, предимства Заваряване с волфрам на различни електроди
Заваряване с волфрам на различни електроди Преглед на основните видове заваръчни машини
Преглед на основните видове заваръчни машини Всичко за ръчните видове заваряване, възможности и употреби
Всичко за ръчните видове заваряване, възможности и употреби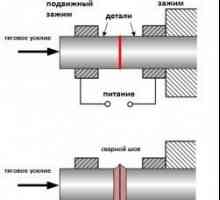 Заваряване на части, тяхното възстановяване, включително настилка
Заваряване на части, тяхното възстановяване, включително настилка Основни характеристики на заваръчния проводник
Основни характеристики на заваръчния проводник Арка рязането на метал е същността на процеса и неговите предимства
Арка рязането на метал е същността на процеса и неговите предимства Газова смес за заваряване
Газова смес за заваряване Какви са електродите за инверторно заваряване?
Какви са електродите за инверторно заваряване? Тел за полуавтоматично заваряване на метали, който трябва да знаете?
Тел за полуавтоматично заваряване на метали, който трябва да знаете? Каква полза е заваръчната тел?
Каква полза е заваръчната тел? Изрязване на дефиницията на инструмента за автогенно приложение
Изрязване на дефиницията на инструмента за автогенно приложение Заваряване на алуминиева заваръчна техника с алуминиеви електроди
Заваряване на алуминиева заваръчна техника с алуминиеви електроди Характеристики за атомно заваряване с водород и всички нюанси на процедурата
Характеристики за атомно заваряване с водород и всички нюанси на процедурата
 Методи и техники за чугунено заваряване, използвани при заваряване на чугун
Методи и техники за чугунено заваряване, използвани при заваряване на чугун Видове мед заваряване и естествени характеристики на метала
Видове мед заваряване и естествени характеристики на метала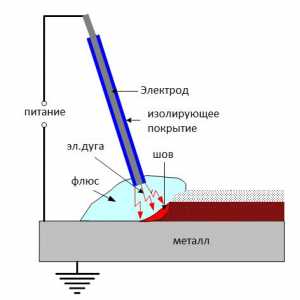 Автоматично дъгова заварка, нейните характеристики
Автоматично дъгова заварка, нейните характеристики Заваряване на въглеродни стомани проблеми, решения и материали
Заваряване на въглеродни стомани проблеми, решения и материали Аргоновото заваряване е ефективно свързване на всякакви метали
Аргоновото заваряване е ефективно свързване на всякакви метали Температурата на заваряване за различните видове свързване на частите
Температурата на заваряване за различните видове свързване на частите Електронно-лъчева заваръчна същност, видове, предимства
Електронно-лъчева заваръчна същност, видове, предимства Заваряване с волфрам на различни електроди
Заваряване с волфрам на различни електроди Преглед на основните видове заваръчни машини
Преглед на основните видове заваръчни машини Всичко за ръчните видове заваряване, възможности и употреби
Всичко за ръчните видове заваряване, възможности и употреби