Полярността при заваряване осигурява всички характеристики на качеството
Видове заваряване
Съдържание
Апаратът за заваряване има блок от изправителни диоди. Това осигурява постоянна якост на тока, което е незаменимо условие за това заваръчни полуавтоматични устройства, материалът, за който е жица. Ако устройството се нуждае от електроди, това означава възможност и възможност за използване на всичките им марки по време на операцията. Полярността при заваряването е в основата на нейното качество.

При използване на полуавтоматично устройство е необходимо да се спазва полярността на връзката. Заваряването под защитата на газа чрез медно покритие се извършва с помощта на ток с директна полярност. Всъщност това означава:
- на притежателя се прилага отрицателно решение;
- върху самия продукт - плюс.
Токът тече от него. Продуктът се загрява в сравнение с заваръчна тел -силни. В резултат на това площта на заварената зона се увеличава. Необходимо е значително загряване, за да се образува вана за заваряване. Телата, която има по-малка площ, бързо се топи. Тя попада на правилното място вече е разтопила капка. Токът, протичащ от минус до плюс, се вкарва в разтопен материал, образува се подходяща заваръчна вана.
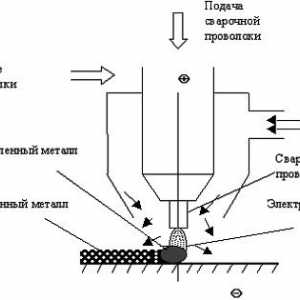
Работейки полуавтоматично извън защитната атмосфера, е необходимо да използвате специален потокпрах). В този случай се променя полярността на "масовата" връзка и държача. На последно - плюс, но на "маса" - минус. Точката на топене на потока приближава точката на топене на метала. За да се постигне създаването на качествена заварка, трябва да изгорите потока. След това се очакват следните два етапа:
- Трябва да се появи газообразен облак.
- В своята среда процесът на заваряване ще се извърши.
Токът е насочен към плюс от минус, а капката на металния капка е по-ниска. Само това ще доведе до по-малко нагряване на метала за заваряване. В края на краищата, неговото охлаждане не се извършва от защитна газова среда. Поради тази причина образуването на заваръчния басейн е почти същото като процеса на заваряване в газовата среда. AC заваряването носи свои предимства. Тя не се различава от дъгата по отношение на оригиналната ос. И качеството на шева се влияе от отклонението на дъгата.
Работейки с генератор с променлив ток, той лесно се вижда: неговата полярност варира циклично. Цикли имат честота 50 Hz. Той, след като достигне положително напрежение, може да падне до нула или да падне до отрицателен индекс. Напрежението се променя от положителни към отрицателни и обратно.
Неръждаем метал и неръждаема стомана
Когато заварявате цветни метали, включително алуминий, използвайте специален волфрамов електрод. В този случай в процеса на заваряване се използва директен поляритет минус електрода. Този тип връзка ви дава възможност да получите точната температура в отоплителната зона. Това е важно за алуминия, защото първо трябва да преодолеете оксидния филм. Точката на топене е много по-висока в сравнение със самия метал.
Полярността директно по време на заваряването допринася за:
- тясна електрическа, по-концентрирана дъга;
- по-задълбочено проникване на метал, както и стомана от неръждаема стомана;
- добър шев.
Съществува и важен икономически елемент в процеса. С помощта на скъп електрод, направен от волфрам с по-малък диаметър, можете едновременно да постигнете намаляване на разходите за газ. Ако свържете електрода с волфрам при заваряване с обратна полярност, т.е. на държача - с плюс, тогава шевът ще бъде по-малко дълбок. Този метод има своите предимства. Заваряване тънки плочи, не може да се страхува да горят чрез материала на цветни метали и неръждаема стомана.
Единственият недостатък е ефектът от магнитно взривяване. Получената дъга оставя скитащи се и шевът не е много запечатан и привлекателен. Използвайки променлив ток, е необходимо да се използват електроди за промяна. Заварчици, майстори на плавателните съдове, използват постоянен ток. С негова помощ, заваряването формира еднопосочен поток от електрони. Полярността гарантира качеството на заваряване на материала, включително неръждаема стомана.
Директната полярност се получава, когато към продукта е свързан "плюс" източник на ток. Ако е свързан електрод, тогава има обратна полярност. Като се заваръчен инвертор, Можете да изберете полярността върху него. Тя ще определи за заваряване посоката на маршрута за потока от електрони. Всъщност се определя чрез свързване на проводниците към отрицателните и положителните терминали. При заваряване обратната полярност означава:
- на терминал земя минус;
- на електрода - плюс.
Токът се насочва към положителния от отрицателния контакт. По тази причина електроните преминават към електрода от метала. В резултат на това краят на електрода се загрява силно. За традиционното заваряване, минусът в терминала се използва ефективно и плюс - върху електрод. При заваряване директната полярност приема плюс на земната повърхност, минус електрода. Токът се премества към метала от електрода. Металът е горещ и електродът е студен. Тази функция намери приложение в специални електроди, предназначени за ускоряване заваряване на листове от неръждаема стомана.
Специалното значение на поляритета при заваряването
Ясно е, че AC заваряването не зависи от избора на трансформаторната скоба за свързване на електрода и продукта. Но постоянният ток се заварява по дълга традиция по един от двата начина. При директна полярност електродът, свързан към отрицателния полюс, става катод.

Продуктът, свързан с положителния полюс, се превръща в анод. Обратната полярност означава, че след свързването към положителния полюс електродът е анод. Катодът в този случай е продукт, свързан с отрицателния полюс.
Електродният материал определя естеството на дъгата между топилните електроди на метала и нетопичните електроди електроди (волфрам или въглища). Заваръчна дъга, присъща на редица технологични и физични свойства. Те почти изцяло зависят от резултата от процеса на дъгова заварка. Физическите свойства включват:
- леки и електрически;
- температура и електромагнит;
- Kinetic.
Основните технологични свойства включват три разновидности:
- Саморегулацията.
- Пространствена стабилност.
- Arc мощност.
За да се поддържа изгарянето на дъгата, е необходимо да се получат електрически заредени частици в пространството между наличните електроди. Тези частици са електрони, отрицателни и положителни йони. Процесът на тяхното формиране се нарича йонизация. Газ, който съдържа йони и електрони, се нарича йонизиран.
Задната дъга е йонизирана, когато дъгата е запалена, постоянно поддържана по време на нейното изгаряне. В дъгата на дъгата обикновено се различават следните региони:
- катод;
- анод;
- площ на дъгообразното изхвърляне (дъгова колона).
В анодния регион има значителен спад на напрежението, който се дължи на натрупването на заредени частици (пространствени заряди) в близост до електродите. Образуването на петна от електрод се извършва на повърхността на катода и на анода. Те представляват един вид основа за дъговата колона. Чрез тях текущият път към заваряването се осъществява. Електронните петна се различават по яркостта на светлината.
Заваряването има обща дължина на дъгата, която се състои от сумата от дължините на трите области. Общото напрежение на заваръчната дъга образува сумата от паданията на напрежението във всяка област на дъгата. Зависимостта на напрежението от дължината на дъгата представлява сумата от спада на напрежението в регионите на преанода и близкия катод. Специфичното падане в дъгата на напрежението корелира с 1 милиметър от колоната на дъгата. А основната характеристика на дъгата по време на заваряването е топлинната мощност на отоплителния източник.
Ефективността му се определя от количеството топлина, което се въвежда в метала (без да се изключва неръждаемата стомана) за определена единица време и се изразходва за нагряването му. Топлинната енергия - част от общата топлинна мощност на дъгата, от която малка част от топлината се изразходва непродуктивно:
- при нагряване на спрей капки;
- радиация;
- върху радиатора в метала.
Съотношението на ефективната топлинна мощност на топлинния източник към общото количество е в процес на загряване на коефициента на ефективност.
Arc заваряване технологии
Популярността на дъгова заварка е неоспорима. Тя се различава според характеристиките:
- по вид електроди;
- по вид използван ток;
- В среда, където има дъгов изхвърляне.
За ремонт на автомобилни тела се използва широкото заваряване на полуавтоматични устройства в среда за защита на газа. За индивидуална употреба най-достъпните се считат за ръчно дъгова заварка. Извършва се чрез топене на електроди с постоянен или променлив ток. Осигурява отличен шанс за заваряване в непроизводствена среда на повечето сортове стомани, без да се изключва неръждаема стомана.
Разстоянието между дъното на кратера и повърхността на основния метал се счита за дълбочината на проникването му или за дълбочината на проникването. Това зависи:
- от скоростта на дъгата;
- стойност на заваръчния ток.
Ако дължината на заваръчната дъга не е по-голяма от диаметъра на пръчката на електрода, тогава дъгата се нарича кратка или нормална. Тя може да гарантира отлично качество на заваряване. Дължината на дъгата с продължително разширение се счита за дълъг. Твърде голямото увеличение на дължината на дъгата води до намаляване на качеството на заваряване. Влиянието на електромагнитното поле води до отклонение на дъгата от предвидената посока. Това явление се нарича магнитен удар.
Електродът по време на процеса се придвижва през и по дължината на заваръчния шев по посоката на оста, за да поддържа желаната дължина на дъгата. Ускореното движение на електрода води до появата на хлабав, неравен и тесен шев. Когато движението се забави, съществува опасност от изгаряне на метали, включително неръждаема стомана. Широчината на големия шев не трябва да надвишава 15 милиметра, а заваръчните шевове с още два или три милиметра повече в сравнение с диаметъра на електрода.
Заварите в тяхната форма могат да бъдат:
- скута,
- чай,
- ъглови,
- задника.
Дължината на шевовете е разделена на прекъснати и твърди. На пространственото разположение те имат четири разновидности:
- Таван.
- Вертикална.
- Хоризонтална.
- Долна.
Характеристиката на токово напрежение на дъга е връзката между тока на дъгата и напрежението в статичния режим. Външните характеристики на генераторите за заваряване се считат за падащи.
Дължината на дъгата се определя от напрежението. Напрежението ще бъде по-голямо, ако заваръчната дъга е по-дълга. Равна промяна в дължината на дъгата (спад на напрежението) означава, че за различните външни характеристики на източника, текущата промяна по време на заваряването не е същата. По-добра характеристика е, че дължината на заваръчната дъга оказва по-слаб ефект върху заваръчния ток.
 Заваряване на различни видове стомани, като легирани, аустенитни и топлоустойчиви
Заваряване на различни видове стомани, като легирани, аустенитни и топлоустойчиви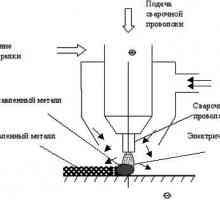 Заваряването с въглероден диоксид е с висока производителност и простота
Заваряването с въглероден диоксид е с висока производителност и простота Заваряване с волфрам на различни електроди
Заваряване с волфрам на различни електроди Заваряване на неръждаема стомана
Заваряване на неръждаема стомана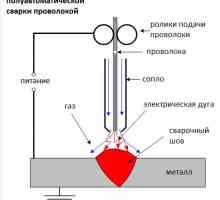 Заваръчни полуавтоматични технологии
Заваръчни полуавтоматични технологии Какво представлява дъгова заварка, заваряване с електронен лъч, заваряване с електрически контакт
Какво представлява дъгова заварка, заваряване с електронен лъч, заваряване с електрически контакт Преглед на основните видове заваръчни машини
Преглед на основните видове заваръчни машини Характеристики и видове заваряване на стоманени тръби
Характеристики и видове заваряване на стоманени тръби Инвертор за заваряване на предимствата на аргоно-дъгова заварка
Инвертор за заваряване на предимствата на аргоно-дъгова заварка Работите по заваряване на тялото са полезни тънкости
Работите по заваряване на тялото са полезни тънкости Полуавтоматичен за заваряване на циклон с полезно качествено оборудване
Полуавтоматичен за заваряване на циклон с полезно качествено оборудване Коя машина за заваряване е най-подходяща за алуминиево заваряване?
Коя машина за заваряване е най-подходяща за алуминиево заваряване? Резантажни заваръчни машини-инвертори за различни цели
Резантажни заваръчни машини-инвертори за различни цели Какви са електродите за инверторно заваряване?
Какви са електродите за инверторно заваряване? Тел за полуавтоматично заваряване на метали, който трябва да знаете?
Тел за полуавтоматично заваряване на метали, който трябва да знаете?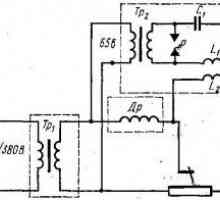 Асистент за заваряване на осцилатор при създаване на електрическа дъга
Асистент за заваряване на осцилатор при създаване на електрическа дъга Предимства на заваръчна полуавтоматична машина за къмпинг
Предимства на заваръчна полуавтоматична машина за къмпинг Най-добра полуавтоматична заваръчна машина за мащабно производство
Най-добра полуавтоматична заваръчна машина за мащабно производство Мобилен телефон чувал съвременни заваръчни комплекси оборудване
Мобилен телефон чувал съвременни заваръчни комплекси оборудване Заваряване на алуминиева заваръчна техника с алуминиеви електроди
Заваряване на алуминиева заваръчна техника с алуминиеви електроди Изберете машина за заваряване
Изберете машина за заваряване
 Заваряването с въглероден диоксид е с висока производителност и простота
Заваряването с въглероден диоксид е с висока производителност и простота Заваряване с волфрам на различни електроди
Заваряване с волфрам на различни електроди Заваряване на неръждаема стомана
Заваряване на неръждаема стомана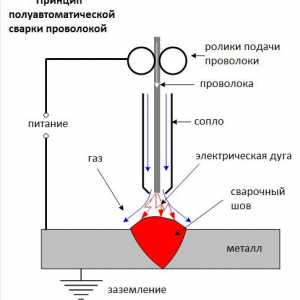 Заваръчни полуавтоматични технологии
Заваръчни полуавтоматични технологии Какво представлява дъгова заварка, заваряване с електронен лъч, заваряване с електрически контакт
Какво представлява дъгова заварка, заваряване с електронен лъч, заваряване с електрически контакт Преглед на основните видове заваръчни машини
Преглед на основните видове заваръчни машини Характеристики и видове заваряване на стоманени тръби
Характеристики и видове заваряване на стоманени тръби Инвертор за заваряване на предимствата на аргоно-дъгова заварка
Инвертор за заваряване на предимствата на аргоно-дъгова заварка Работите по заваряване на тялото са полезни тънкости
Работите по заваряване на тялото са полезни тънкости Полуавтоматичен за заваряване на циклон с полезно качествено оборудване
Полуавтоматичен за заваряване на циклон с полезно качествено оборудване